長年の鋳物加工ノウハウと加工設備による鋳物切削加工
鋳物二次加工の必要性
一般的に鋳物は、加熱して溶けた金属を型に流し入れ、冷やし固めることで出来上がります。
型さえあれば、溶けた金属を流し込むだけで済むため、短時間・低コストでの大量生産が可能です。また、中空状や複雑な形状も自由に作成可能です。
こういったメリットから、鋳物は多様な業界・部品に用いられています。しかしデメリットとして、型から取り出す際に角度がついてしまったり表面が整っていなかったりすることがあります。そこで二次加工を加え、寸法精度の向上や形状の調整を行う必要があります。
よって、鋳物の二次加工は非常に重要な作業であると言えます。
鋳物の二次加工が難しい理由
鋳物の二次加工は難しく、多くの加工会社が消極的な傾向にあります。
その理由を以下にご紹介します。
①鋳物は非常に繊細であるため
温度や湿度など少しの条件差によっても、その出来上がりや見栄えには違いがでてきます。
②製品に応じた治具が必要となるため
複雑な形状や精度出しに対応するためには、各々に応じた治具を作る必要があります。
③製品のバラつきを見極め、対応しなければならないため
加工を施す前の製品が作られた際の環境や、メーカーによっても品質や加工難易度にバラつきがあります。
これらに柔軟に対応し、精度を出すためには熟練な技術が問われます。
④鋳物加工が工作機械へのダメージにつながるため
鋳物の加工の際に、細かい切粉が工作機械へ入り込み、ダメージを与えることがあります。
対応サイズ
MAX φ500X600L
MAX 500㎜X500㎜程度
得意対応ロット
多品種少量品に対応
100㎜~200㎜製品 1~50個
~500㎜製品 1~20個程度
(製品の形状やサイズ、要求納期によります※極端な量産品は対応不可)
対応材質
| ねずみ鋳鉄 | FC150.200.250.300.350 |
| ダクタイル鋳鉄 | FCD350.400.450 |
| アルミ合金鋳物 | AC4C |
銅合金鋳物 ※( )は旧記号
| 青銅鋳物 | CAC403(BC3) . CAC406(BC6) |
| リン青銅鋳物 | CAC502A(PBC2) |
| 鉛青銅鋳物 | CAC603(LBC3) |
| アルミニウム青銅鋳物 | CAC702(ALBC2) . CAC703(ALBC3) |
加工実績がある材種は以上です。お客様からの支給材の2次加工が主です。
鋳造品の調達に関してはねずみ鋳鉄、ダクタイル鋳鉄、青銅鋳物BC6(CAC406)が実績としてございます。
また、製品の形状により加工に必要な治工具類は自社で製作致します。
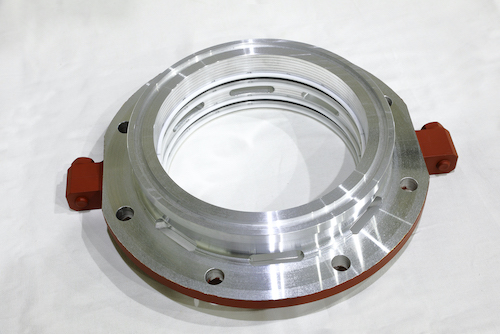
製品加工例