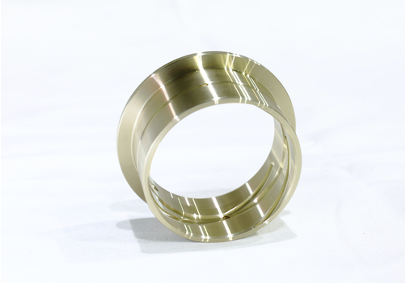
一般産業向から航空機産業向まで、CNC旋盤及びマシニングセンターを中心に機械加工部品製作を行っています。 さまざまな加工に関する課題を、アイディアと工夫で解決し製品提供 加工面ビビり仕上がり面粗度向上についての対策 ・回転数、送り速度の調整 ・チップノーズRを小さくする ・切り込み量を加減する ・加工方向、工具進入、退出位置を変更 旋削加工時の切粉巻き付きによるキズ対策 ・チップブレイカーが機能する切り込み深さに調整する ・ドウェルを織り込んだサイクルを用い補間する ・要所要所でプログラムを止め切粉を取り除く 旋削加工時タワミが生じ指定寸法に削れない場合の対策 ・タワミの傾向を踏まえ場所ごとに加工径を調整する タップ加工時に下穴とタップ深さに余裕がない場合 ・手作業でタップを立てるがガイドを作りタップ径拡大を防ぐ 小径タップの折損対策 ・浅いタップサイクルで切粉を切断して巻き付きによる折損を防ぐ 仕上面を把持する場合のキズ対策 ・チャック圧を最小限にするがその際、切削抵抗でワークが回ったり動いたりしないように確認 変色、腐食についての対策 ・変色は腐食の原因となり得る。水溶性切削油を使用しているので加工後脱水、必要に応じ脱脂 ・手に付いた汗などの塩分と反応するので手袋を着用 温度変化による精度ばらつき対策 ・空調設備による適正な室温管理 切削加工による製作事例 製品名:BUSHING 加工方法:NC旋盤 2回段取り サイズ フランジ外径:63.5mm 外径:52.904mm 内径:48.19mm 外径公差:0.008 内径公差: +0 -0.03 製品名:BUSHING 加工方法:NC旋盤2回段取り サイズ フランジ外径:52.07mm 外径:41.382mm 内径:34.84mm 外径公差:+0 -0.02 内径公差: +0 -0.03 製品名:BUSHING 加工方法:NC旋盤 2回段取り サイズ フランジ外径:63.5mm 外径:52.944mm 内径:48.21mm 外径公差:+0 -0.02 内径公差: +0 -0.03 製品名:BUSHING 加工方法:NC旋盤 2回段取り サイズ 外径:41.382mm 内径:34.84mm 外径公差:0.012 内径公差: +0 -0.03 製品名:ラビリンスパッキン環 加工方法:CNC旋盤 サイズ:30t×φ260×φ168 材質:銅ニッケル合金 精度:±0.02㎜ 製品名:アブラキリ 加工方法:MC 5面加工機 サイズ:58t×245×290 材質:AC4C+テフロンシート 精度:h6(0~0.029㎜) 製品名:サンプル(iアンマン) 加工方法:MC 5軸加工機 サイズ:55×70×120 材質:A6061 製品名:ガイドローラー 加工方法:TAC旋盤 サイズ:φ150X160 材質:S45C(N) 精度:H7(0~+0.025㎜) 製品名:FIN 加工方法:MC 5軸加工機 サイズ:60×110×210 材質:A7075P T651 精度:±1.05㎜ 製品名:軸受けブロック 加工方法:MC 5軸加工機 サイズ:40t X100X120 材質:A2017P T351 精度:0~0.012㎜ 製品名:マニホールドブロック 加工方法:MC5面加工機 平面研削盤 サイズ:120×120×430 材質:S25C 精度:±0.05㎜ 名称:カッター土台 材質:SCM435 サイズ:φ215 x 13.5 名称:ジョイント部品(サンプル) 材質:BeCu165合金 熱処理品 サイズ:φ76 x φ68 x 140L 名称:サンプル加工(Iアンマン) 材質:64チタン サイズ:40 x 60 x 80 製品名:ボルト 材質:SUS630 サイズ:φ15×40 材質的に硬いので、ビビりに注意して対策しました。 製品名:ナット 材質:SUS304 サイズ:φ15×5 小径穴加工があるので加工順序を検討しカエリ対策を施しました。 主要設備一覧